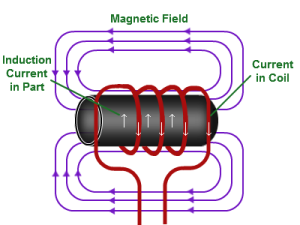
It is inside of the inductor that the differing attractive field required for prompting warming is produced, through the stream of substituting current.
Inductor configuration is subsequently a standout amongst the most imperative parts of the general instigation warming machine. A very much outlined inductor gives the best possible warming example to your part and amplifies the effectiveness of the actuation warming power supply, while as yet permitting simple insertion and evacuation of the part.

The inductor does not need to be formed in a helix. With the right plan, it is conceivable to warm conductive materials of any size and shape, furthermore conceivable to warm just the part of material required. It is even conceivable to warm diverse zones of the part at the same or distinctive temperatures by method for a legitimate configuration of the inductor geometry. Temperature consistency inside of your part is accomplished through right inductor plan. The best consistency can be accomplished in round parts. Because of the way of electrical current way stream, parts with sharp edges could specially warm in those zones if the best possible inductor outline is not utilized.
Coupling Efficiency
There is a corresponding relationship between the measure of current stream and separation between the inductor and part. Setting the part near the inductor builds the stream of current and the measure of heat prompted in the part. This relationship is alluded to as the coupling proficiency of the inductor.
Fundamental Construction
Inductors are regularly made of copper tubing - a great conduit of heat and electricity - with a distance across of 1/8" to 3/16"; bigger copper loop congregations are made for applications, for example, strip metal heating and pipe heating. Inductors are normally cooled by coursing water, and are frequently uniquely crafted to fit the shape and size of the part to be heated. So inductors can have single or different turns; have a helical, round or square shape; or outlined as inner (part inside inductor) or outer (part nearby inductor).
Advance Design and Manufacturing :
Stead Fast Engineers provides world class induction heating System and melting solutions for both ferrous and Non ferrous with a great focus on customization so that every machine is nothing less than perfect. With a family of more than 400 satisfied customers all over the country and abroad, Stead Fast Engineers is expanding at a rapid pace. With offices located in major cities we ensure that the service is quick and effective and breakdown time is negligible. Adopting stringent quality management systems during different stages of production - the pre-process, In-process and pre-dispatch stage we believe in manufacturing the best quality every time.